在精密电子制造领域,激光锡丝焊接机就像一位技艺精湛的“微雕师”,能在毫厘之间完成精准的连接。而在这背后,有一个常被忽视却至关重要的角色——送锡丝系统。它如同焊接过程的“血管”,源源不断地将锡料输送到激光焦点下。那么,激光锡丝焊接机究竟有哪几种送丝方式?它们又如何影响最终的焊接品质?跟着紫宸激光的步伐,让我们来揭开这个“送丝秘籍”吧。

01
送丝系统的核心使命
在深入探讨具体方式之前,我们需要理解送丝系统的核心使命:在精确的时间,将精确长度的锡丝,以精确的速度和角度,稳定地送至激光作用点。这个看似简单的动作,实则关乎焊点饱满度、透锡率、虚焊风险等一系列品质要素。不同的焊接场景,对送丝的要求截然不同,这也催生了多样化的送丝技术。
02
三大经典驱动结构
根据送丝驱动结构的不同,激光锡丝焊接机的送丝方式可分为三种经典类型。
01
推丝式:灵活轻盈的“长臂猿”
推丝式是最常见的一种方式,其特点是送丝机构与焊接头分离。电机驱动的送丝轮将锡丝从远处的丝盘拉出,通过一根长长的送丝软管,将锡丝“推”到焊接头处。
优点:由于驱动机构和锡丝盘都不在焊枪上,焊接头部分异常轻巧,操作起来灵活自如,长时间作业也不易疲劳。结构简单,维护方便,成本相对较低。
缺点:锡丝在长距离软管中穿行,阻力较大。软管过长或弯曲半径过小时,容易出现送丝卡顿、速度不均的情况,影响送丝稳定性。
适用场景:特别适合焊丝直径较粗(如2mm以上)的场景,以及对操作灵活性要求高的半自动焊接工位。
02
拉丝式:精准细腻的“绣花针”
拉丝式则将小型送丝机构和锡丝盘直接集成在焊接头上。送丝时,电机直接从焊枪端部将锡丝“拉”出。
优点:锡丝从盘到焊嘴的路径极短,几乎无阻力,送丝极其稳定精准,尤其擅长输送直径小于0.8mm的细软锡丝,是实现精细焊接的法宝。
缺点:所有的重量都压在操作者手上或机械臂上,焊枪整体较重,长时间操作容易疲劳,灵活性受到一定影响。
适用场景:主要应用于焊丝直径不大于0.8mm的精细送丝场景,无论是半自动还是自动化焊接,都能发挥其精准优势。
03
3. 推拉丝式:稳定可靠的“黄金搭档”
推拉丝式是前两者的结合体,它在远处的推丝机和焊枪上的拉丝机协同工作,通常以推丝为主,拉丝为辅。
优点:这种组合实现了1+1>2的效果。拉丝机负责将锡丝拉直并消除推丝可能产生的弯曲,大大提升了送丝稳定性。同时,送丝软管可以做到很长(最长可达10米),且不损失送丝精度。
缺点:系统结构复杂,包含两套驱动机构和控制系统,成本较高,调试和维护也需要更专业的技术。
适用场景:适用于送丝距离较长、对送丝稳定性要求极高的自动化焊接生产线,是实现长时间无人化稳定生产的理想选择。

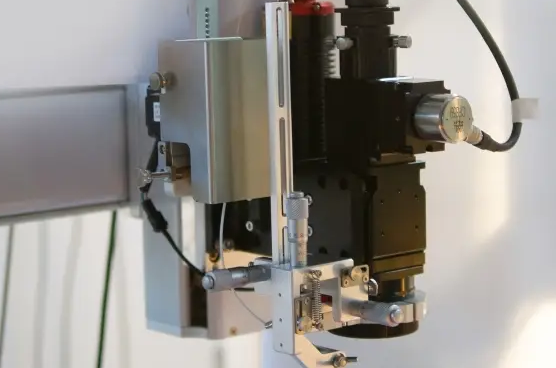
紫宸激光锡丝焊接机主要使用拉丝式送锡丝方式,通过电机带动两个齿轮转动,通过挤压焊丝完成焊丝进料,进料速度通过电机调速实现。在激光焊接时根据程序要求自动将焊丝送丝到激光焦点处,激光加工时完成熔焊过程。
03
突破极限的双送锡技术
如果说以上三种是从“如何送”的物理结构维度划分,那么双送锡丝则是从“如何焊得更好”的工艺维度发展出的革命性技术。
双送锡丝,顾名思义,是在激光焊接头两侧各设置一套独立的送丝机构,两根锡丝可以同时、同步地送入熔池。
工作原理:当需要大量锡料时,单靠一根锡丝快速送进,容易导致助焊剂因加热过快而剧烈气化,产生飞溅或虚焊。双送锡则让两根锡丝以相对较慢的速度同步送进,既保证了总送丝量,又给助焊剂充分的时间“温和”挥发,润湿焊盘。
核心优势
高效补锡:针对大焊点或深孔,可快速填充足量锡料,透锡率大幅提升。
品质提升:焊点更加饱满光亮,内部气泡少,可靠性高。
智能切换:先进的激光焊接系统能够根据工件的孔径大小,自动在单送丝和双送丝模式间无缝切换。焊接精密小孔时用单丝确保安全,遇到大孔径时自动开启双丝高效填充,兼顾了精度与效率。
适用场景:特别适用于需要大量锡料的焊点,如新能源电池组的汇流排焊接、大尺寸端子焊接、以及需要深孔填充的各类电子元器件。
04
如何选择合适的送丝方式?
面对这四种送丝方式,该如何选择?关键在于匹配自身的焊接需求:
01
看焊丝:如果使用粗焊丝(>1.2mm),推丝式是经济之选;如果使用细焊丝(<0.8mm),拉丝式或推拉丝式才能保证稳定。
02
看焊点:常规焊点,单丝足以应对;超大焊点或深孔焊,双送锡是提升良率的利器。
03
看距离:焊接工位离丝盘很近,推丝式即可;距离远且要求高,推拉丝式是不二之选。
04
看自动化程度:半自动工位,轻便的推丝式或精准的拉丝式更合适;全自动生产线,稳定可靠的推拉丝式或高效的双送锡系统更能发挥价值。
结语
送丝方式,这个激光锡丝焊接中看似不起眼的环节,实则是连接工艺设计与最终品质的桥梁。从推丝的灵活,到拉丝的精准,再到推拉丝的强大,以及双送锡的创新,每一次技术的演进都在拓展着激光锡焊的应用边界。了解它们的特点,就如同掌握了“送丝秘籍”,能够帮助我们在精密焊接的世界里,更加游刃有余,焊出完美无瑕的连接。